



热熔焊接头出现裂痕的原因
热熔焊接头出现裂痕的原因是处在高温时的情况下,焊头受到外力的作用,就会拆除砂模打口柱及推瘤时间过早,焊头降温速渡过快引起裂痕.热熔焊接头过烧,会泛起待焊物预热温度不平均,泛起熔融现象,则后造成预热温度低,或预热后温度降低过量,原因是焊剂失效.
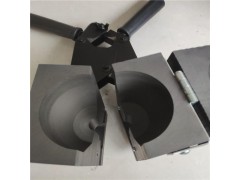
当前,放热焊接已经普遍取代了以往金属之间的机械连接方法.假如放热焊接头泛起气孔,夹杂物,砂模、坩埚受潮,则是放热焊粉焊剂质量存在题目.新旧轨差异亦会泛起高低接头的现象.热熔焊接头单、率、高质量的金属连接工艺,它利用金属化合物化学反应热作为热源,通过过热的熔融金属,直接或间接加热工作,在特制的石墨模具的型腔中形成一定外形、尺寸,符合工程需求的熔焊接头.
放热熔焊接工艺决定了它的地位
放热熔焊接是一种低成本的焊接方法,因为它不需要任何额外的材料来两个独立的部分融合在一起.这焊缝也有一个流畅的外观,并不会显示传统关节或大,疤痕状液体状态熔焊标记的螺丝和螺栓.焊接材料这是焊接区内气体的主要来源.由于焊条,皮、焊剂、,芯焊丝中的,芯都含有造气剂,这些造气剂在加热时发生分解或燃烧,析出大量气体.
放热熔焊接工艺是热焊剂和热焊模的组成,而铝热焊剂一个焊接点对应一包铝热焊剂;用铝热焊接工艺的焊接点来的牢固、耐腐蚀、导电率好等优点铝热焊接是一个焊接工艺所以必定有它操作方法;焊接工艺不通于电焊接来的繁琐、麻烦和牢固性;此焊接工艺需要一个铝热焊模具和一包铝热焊剂而铝热焊模具可以用到100次以上.